Пресс-масленки. Технические условияГОСТ 19853-74 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ МКС 21.260 Дата введения 1976-01-01 ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР А.К.Игнатьев, Л.Н.Дубровин, Н.И.Липатов, Г.М.Цфас, А.В.Воронина 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.05.74 N 1343 3. ВЗАМЕН ГОСТ 1303-56 в части типов I, II, III и V и МН 4143-62 - МН 4146-62 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
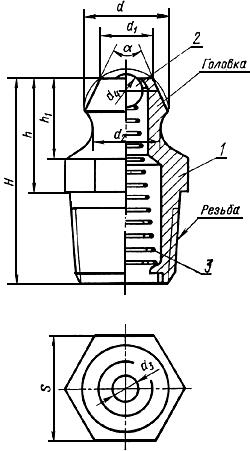
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94) 6. ИЗДАНИЕ (сентябрь 2005 г.) с Изменениями N 1, 2, утвержденными в мае 1986 г., феврале 1990 г. (ИУС 8-86, 5-90) 1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ 1.1. Устанавливаются следующие типы масленок: 1 - прямая (резьбовая), 2 - угловая (резьбовая); 3 - под запрессовку. 1.2. Основные параметры масленок должны соответствовать указанным на черт.1-3 и в табл.1-3. Черт.1. Тип 1Тип 1
Примечание. Чертеж не определяет конструкцию масленок. Таблица 1 Размеры, мм
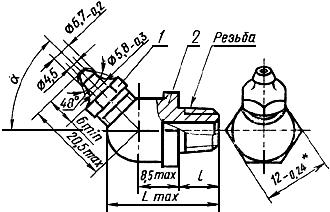
Масленка 1.2.Ц6 ГОСТ 19853-74 То же, номера 4, с покрытием Кд6.хр: Масленка 1.4.Кд6.хр ГОСТ 19853-74 Черт.2. Тип 2
________________ 1 - вставной элемент; 2 - переходной штуцер. Примечания: 1. Чертеж не определяет конструкцию масленок. 2. Допускается безрезьбовое соединение вставного элемента с переходным штуцером.
Размеры, мм
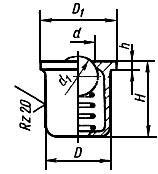
Масленка 2.1.45.Ц6 ГОСТ 19853-74 То же, номера 3, с углом Масленка 2.3.90.Кд6.хр ГОСТ 19853-74 Черт.3. Тип 3
Черт.3 Примечание. Чертеж не определяет конструкцию масленок.
Размеры, мм
Масленка 3.1.1.Ц6 ГОСТ 19853-74 (Измененная редакция, Изм. N 2). 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Параметр шероховатости наружных поверхностей масленок - 2.2. Наружные поверхности масленок должны иметь защитные покрытия: Ц6, Ц6.хр, Кд6, Кд6.хр по ГОСТ 9.306. 1. Для условий эксплуатации 2-8 по ГОСТ 15150 потребителю следует проводить дополнительную защиту наружных поверхностей масленок. 2. Допускается по согласованию с потребителем изготовлять масленки типа 3 без нанесения защитных покрытий при условии их работы под слоем возобновляющейся смазки в закрытых помещениях. 2.3. Размеры резьбы и размер шестигранника 2.4. Головки масленок типов 1 и 2 должны иметь твердость не менее 500 HV 5/10. 2.3, 2.4. (Измененная редакция, Изм. N 1). 2.5. Для масленок типов 1 и 2 диаметр описанной окружности шестигранника
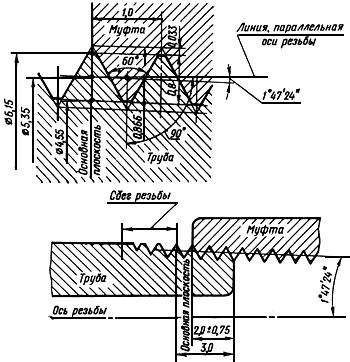
где 2.6. Запорный элемент под действием пружины должен плотно прилегать к гнезду и после утопания возвращаться в первоначальное положение. Запорный элемент должен выступать за торец головки масленки: 2.5, 2.6. (Измененная редакция, Изм. N 2). 2.7. Для стальных запорных элементов должны применяться шарики по ГОСТ 3722. 2.8. Завальцовка или выштамповка корпуса масленки должна обеспечивать надежную опору для пружины. Завальцовка должна быть ровной, без складок и трещин. 2.9. Установленная безотказная наработка масленок - не менее 20000 циклов. Цикл состоит из процесса открывания и закрывания запорного устройства. 3. ПРАВИЛА ПРИЕМКИ3.1. Предприятие-изготовитель должно проводить приемосдаточные, периодические и типовые испытания по ГОСТ 22976. 3.2. При приемосдаточных испытаниях следует проверять соответствие масленок требованиям пп.2.1, 2.2, 2.5, 2.6 и 2.8. 3.3. Устанавливается следующая величина выборки для испытаний: приемосдаточных - 0,05% сменного выпуска, но не менее 5 шт.; периодических и типовых - 0,2%, но не менее 100 шт., взятых из трех последовательных смен. 3.4. В случае несоответствия результатов какого-либо испытания требованиям настоящего стандарта проводят повторные испытания на удвоенном количестве масленок. Результаты повторных испытаний являются окончательными. 4. МЕТОДЫ КОНТРОЛЯ4.1. Контроль шероховатости наружных поверхностей масленок (п.2.1) проводят визуальным сравнением с образцами по ГОСТ 9378. 4.2. Контроль толщины и стойкости защитного покрытия (п.2.2) - по ГОСТ 9.302. 4.3. Контроль размеров (пп.2.3, 2.5, 2.6) проводят измерительным инструментом с точностью, установленной заданными предельными отклонениями. 4.4. Контроль твердости головок масленок (п.2.4) - по ГОСТ 2999. 4.5. Контроль завальцовки (или выштамповки) корпуса масленки (п.2.8) проводят внешним осмотром. 4.6. Установленную безотказную наработку масленок (п.2.9) следует определять механическим воздействием на запорный элемент и его перемещением не менее чем на 1 мм. 4.7. Герметичность запорного устройства (п.2.9) следует проверять подачей смазочного материала со стороны внутренней полости: 5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ5.1. Маркировка, упаковка, транспортирование и хранение масленок по ГОСТ 15108. 5.2. В качестве транспортной тары следует применять ящики типа II-1 по ГОСТ 2991. Допускается по согласованию с потребителем применять многооборотную тару по технической документации, утвержденной в установленном порядке. 5.3. Масса брутто грузового места не должна превышать: 110 кг - для ящиков по ГОСТ 2991; 1000 кг - для многооборотной тары и пакетов при пакетировании. 6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ6.1. Изготовитель гарантирует соответствие масленок требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации. 6.2. Гарантийный срок хранения масленок - 18 мес со дня их изготовления. 6.3. Гарантийный срок эксплуатации масленок - 36 мес со дня их ввода в эксплуатацию. ПРИЛОЖЕНИЕ (обязательное). Резьба М6х1 коническаяПРИЛОЖЕНИЕ
1. Шаг резьбы измеряется параллельно оси трубы. 2. Биссектриса угла профиля перпендикулярна к оси резьбы. 3. Размер 3,0 мм относится как к наружной, так и к внутренней резьбе. 4. Сбег резьбы в особых случаях может быть принят равным 1-2 мм. 5. Остальные технические требования - по ГОСТ 6111. |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||